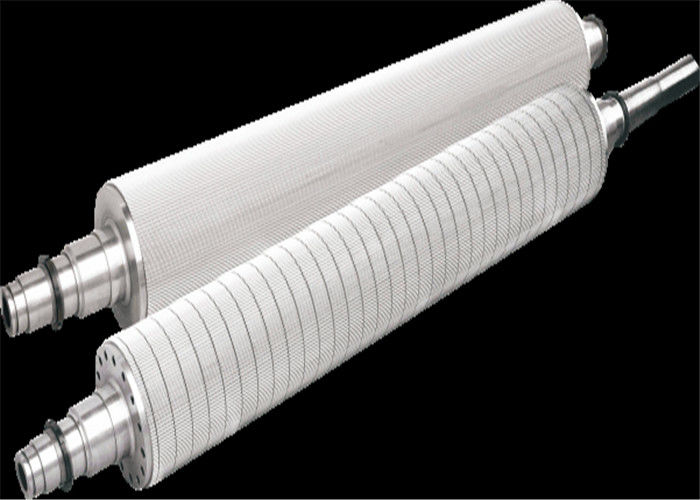
Вольфрамокарбидные волнистые ролики для BHS FOSBER MARQUIRP ISOWA Single Facer Machine
Описание продукции:
Новое периферийное отоплениеЯСделан из высококачественной сплавной стали. Это новая технология, появившаяся недавно.Он сделан высокоточной машиной для шлифования гофрированных рулонов из США.Он обрабатывается с помощью специальной технологии обработки поверхности гофрированного ролика.Высокоскоростной гофрированный ролик с большим диаметром, максимальная рабочая скорость 300 м/мин.Тип редуктора: UV,V. Тип флейты: A, B, C, BC, D, E, F необязательно.Всасывание без пальцев и внутреннее всасывание являются необязательными.Мы занимаемся проектированием, ремонтом, изготовлением всех видов волнистых рулонов.
Спецификация волнистых рулонов:
1В процессе работы подача тепла быстрее, рабочая скорость волнистых роликов может быть увеличена,и он может быть удвоен по сравнению с обычной плиточной линией (с точки добавления тепловой энергии).
2 энергопотребление уменьшается - скорость нагрева удваивается, время предварительного нагрева волнистых листов сокращается, эффективность работы повышается и энергопотребление снижается.
3 качество улучшается - температура поверхности ролика равномерно распределяется, а клей на картоне еще более равномерен.Никаких отходов не будет произведено при остановке машины в середине производства и продолжении производства односторонней машины.
4 более длительный срок службы - нагревательные части гофрированного ролика длиннее, подходят для более полного картона, а частота использования гофрированного ролика выше.У волнообразного ролика меньше деформаций, равномерная работа и более длительный срок службы.
5По сравнению с другими периферийными нагревательными волнистыми роликами, нет необходимости менять одностороннюю структуру машины в окружающих нагревательных волнистых роликах в Южно-Китайском море,который имеет более высокую адаптивность и более низкую стоимость преобразования
Тип волнистых флейт
| Тип флейты |
Флейта |
Зубы/300 мм |
Высота флейты |
| А. |
Ультрафиолетовый |
30±2 |
4.6-4.9 |
| В |
Ультрафиолетовый |
39±3 |
3.6-3.9 |
| CB |
Ультрафиолетовый |
44±2 |
3.0-3.4 |
| В. |
Ультрафиолетовый |
50±2 |
2.6-2.9 |
| BE |
Ультрафиолетовый |
66±3 |
1.9-2.1 |
| Е |
Ультрафиолетовый |
90±10 |
1.1-1.5 |
| F |
Ультрафиолетовый |
124±10 |
0.7-0.8 |
| G |
Ультрафиолетовый |
185±12 |
0.5-0.65 |
| N |
Ультрафиолетовый |
200±15 |
0.4-0.5 |
| О |
Ультрафиолетовый |
267 или дизайн |
0.25-0.35
|
Характеристика волнистых роллов:
1Используя передовые технологии тепловой обработки и покрытия, а также высококачественный 48CrMo сплав стальной ковки, мы можем предложить широкий ассортимент роликов с высокой точностью,высокая твердость и длительный срок службы.
2Он использует конструкцию с помощью компьютера и устанавливает все параметры научно, что обеспечивает экономичную, надежную и разумную спецификацию качества.
3У него есть большая группа машин для прецизионного шлифования с помощью ЧПУ, и все они работают на гофрированном ролике.
4Компьютерное управление для измельчения вьющихся роликов
5.Выберите хорошее качество 48CrMo, 50CrMo сплав стали ковального куска
Использование передового немецкого процесса для охлаждения сверхфизического срединного слоя со средней частотой, закаленным слоем > 7 мм, твердостью > HRC58-60 ((HS73-80), равномерной твердости без мягкой зоны.
6Мы применяем самые современные высокоэффективные технологии АТОТЕХ. Heef-25 микро-трещины функциональные технологии и оборудование хрома, чтобы быть более жестким, гладким, более легким,более износостойкая поверхность с твердым хромированием,электропластировка длится дольше обычного более чем на 25%.
7Мы предоставляем услуги по ремонту старых волновых рулонов в любое время.
Упаковка и перевозка
1.Упаковка: Используйте деревянную коробку, не подверженную фумигации, это удобно для таможенного оформления.
2Время доставки:Отправляется в течение 60 дней после оплаты

Проверка волнистых рулонов перед установкой
(1) очистить и проверить внешний вид гофрированной поверхности гофрированного ролика (включая качество облицовки поверхности).
(2) очистить и проверить все крепежные части соединения (включая внутренние и внешние нитки).
(3) проверьте внешний диаметр и среднюю высоту волновой рулоны (вся поверхность рулоны разделена на более чем пять точек измерения от обоих концов до середины).Средняя и высокая точки обнаружения нечетные., а средние и высокие данные должны быть симметричными с обеих сторон.Измерение с помощью микрометра наружного диаметра соответствующей спецификации (микрометр наружного диаметра может быть обычно куплен электромеханической компанией).
(4) проверьте высоту гофрированной рулоны.Умерение глубины диаметра с помощью иглы (умер глубины диаметра с помощью иглы в настоящее время не покупается в Китае, необходимо импортировать.Или может использовать обычный глубину диаметра для изменения системы).
(5) очистить и проверить наружный диаметр и внешний вид каждого валового редуктора из гофрированного ролика, и измерить наружный диаметр микрометром соответствующих спецификаций.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!