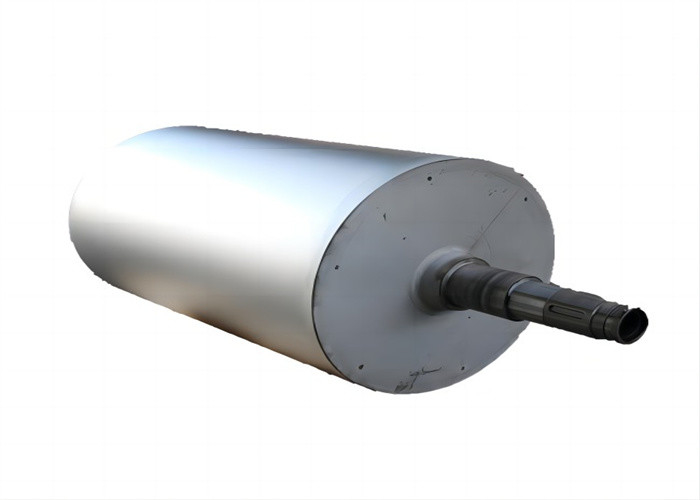
Кастинг-роллер для кастинг-пленки
Описание литейного ролика:
The cast film roller adopts strict European manufacturing standards and undergoes multiple welding and heat treatment processes to ensure that the overall structure of the roller is strong and reliableДля обеспечения эффективного эффекта теплообмена, каналы потока литейного ролика специально спроектированы в виде спирали.и скорость потока охлаждающей жидкости через каналы потока рассчитывается, чтобы минимизировать ошибку температуры поверхности ролика и улучшить улучшить температурную однородность продуктаОсобенно важна точность динамического балансирования роликов, используемых для литья пленок.Специальное крупномасштабное оборудование для калибровки динамического баланса и множественные решения для обнаружения баланса позволяют ему бесперебойно работать на высоких скоростях.

Характеристики литейных роликов
| Диаметр ролика |
Φ800-1600 мм |
| цилиндричность и коаксиальность ролика |
≤ 0,005 мм; |
| поверхность ролика |
твердый хром |
| слой хрома |
50 - 80 мм. |
| Ошибка температуры поверхности ролика |
±0,5 ~ 1°C; |
| Поверхность полирована |
зеркало, сверхтонкое зеркало, матовое/матовое, антиприлепное обращение поверхности ролика |
| Общая деформация |
< 0,05 мм при полной нагрузке |
| Динамическое балансирование |
Q=3,2 во время работы |
Производство квалифицированных литых пленок требует не только корректировки процесса на сырье, но и освоения условий обработки, среди которых температура оказывает большее влияние на производительность пленки.Подходящая для производства температура составляет 230-250°C.Воздушный нож на охлаждающем ролике должен регулироваться надлежащим образом, чтобы сохранить равномерное охлаждение пленки и избежать нестабильной толщины или отказа в сцеплении с роликом.Кроме того, ключевые моменты процесса производства литой пленки включают конструкцию T-образной головки машины,поверхностная отделка охлаждающего ролика, и наблюдение за толщиной пленки с помощью бета-лучевых или инфракрасных толщиномеров для достижения удовлетворительных требований толщины.
Материал: Выберите высококачественные 45# стальные трубы, сплавные стальные трубы, точные стальные трубы и т.д.
Структура: Различные конструкции, такие как внутренний цистерна спиральный канал потока и тип куртки
Обработка: Продвинутый процесс тепловой обработки, охлаждения и закаливания, после поворота, сборки и другой обработки красный рукав горячее прикрепление и сварка для удаления применения.
Прочность, отжимание, мелкое повороты, мелкое шлифование и покрытие, твердый хром, супер мелкое шлифование, точное шлифование с использованием американских шлифовальных материалов 3M полированные или шлифованные до матовой отделки.
Параметры: Грубость Ra0,005 (уровень гладкости 14 и выше), без вибрационных линий, полос или линий грубости.Разница температуры охлаждения или нагрева ≤±1°CПосле охлаждения твердость поверхности ролика составляет HRC55~58.
Применение: ПВХ, ABS, PP, PT, PE, PC и другие пластиковые листы, листы, пленки, бумаги, кожа, металл, ткань, декоративные материалы и другие материалы.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!